
ITA TOOLS – produkcja i serwis narzędzi skrawających
8 listopada, 2023



Dzięki nowoczesnemu parkowi maszynowemu oferujemy ostrzenie wszystkich rodzajów narzędzi diamentowych: frezów trzpieniowych, frezów nasadzanych, pił i podcinaków przy zachowaniu pierwotnych, fabrycznych…

Najlepszym wyborem, jeżeli chodzi o obróbkę materiałów twardych (drewnopochodnych), są frezy diamentowe. W naszej ofercie znajdziesz szeroki wybór frezów diamentowych, które charakteryzują się…
ETALBOND®, ALUCOBOND®, DIBOND® oraz ALUCORE® ALBOND to czołowe marki materiałów kompozytowych stosowanych w przemyśle budowlanym i reklamowym. Sprawdź, czym wyróżniają się poszczególne materiały kompozytowe…

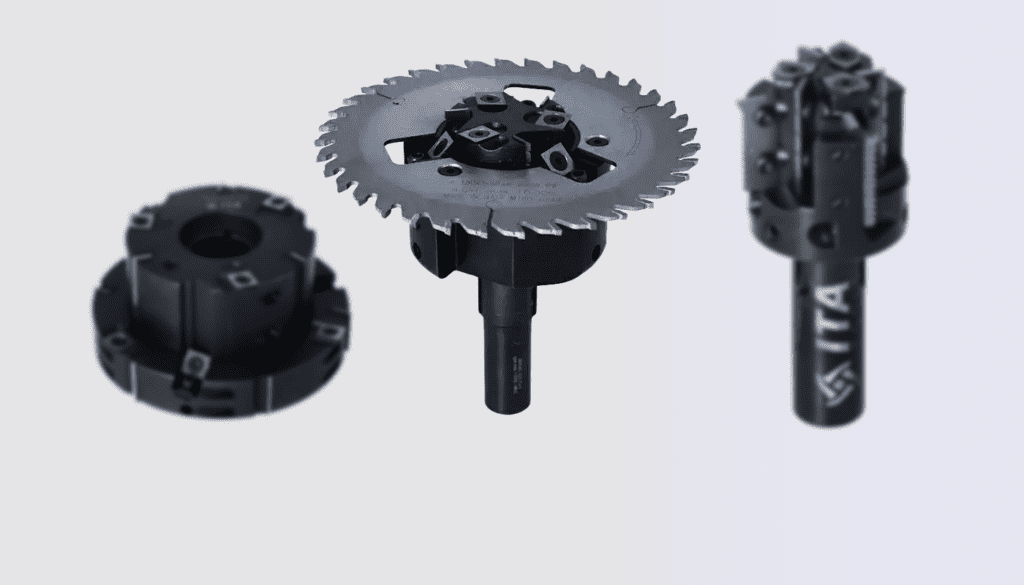
Jak uzyskać lepsze efekty pracy w przypadku rozkroju płyt wiórowych i MDF na pilarkach panelowych i formatowych? Rozwiązaniem jest połączenie pił HM z nano węglikiem i podcinaków diamentowych od ITA TOOLS. W ofercie znajduje…

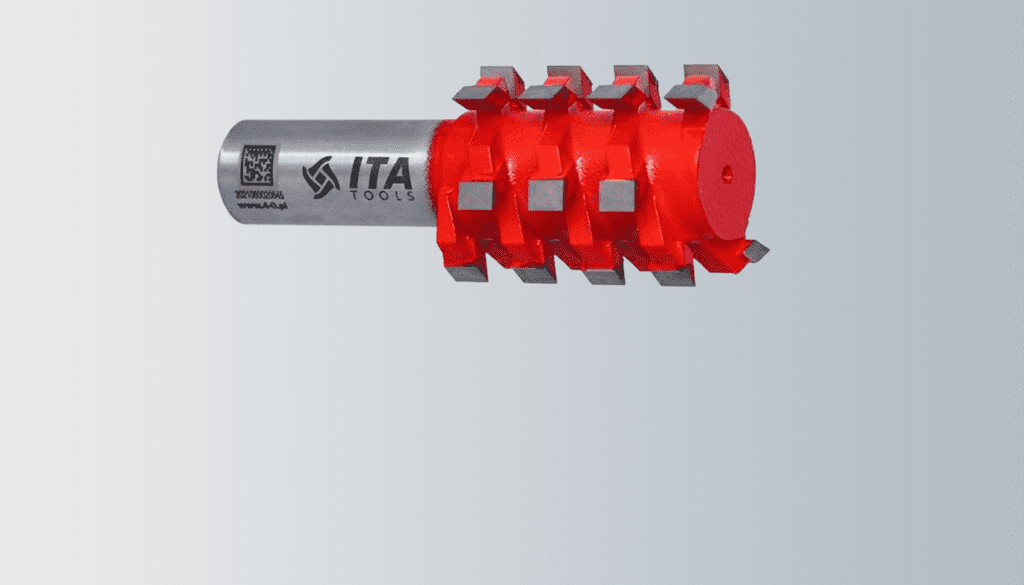
Frez jeżowy może posiadać ostrze wiercące, które pozwala na zagłębianie się w materiale od góry. Producenci mebli drewnianych nieustannie szukają rozwiązań, które pozwolą im na większe zoptymalizowanie produkcji. Dlatego wiele…

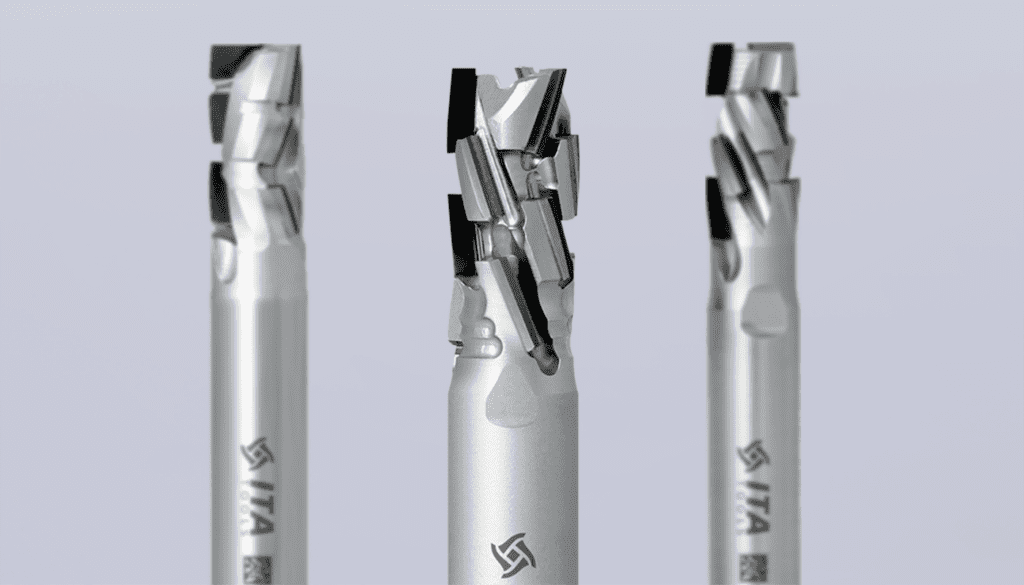
Wśród wielu procesów produkcyjnych, które mają miejsce przy produkcji mebli z drewna litego, istotnym elementem jest proces wykonywania połączenia typu gniazdo – czop. Poznaj popularne frezy…

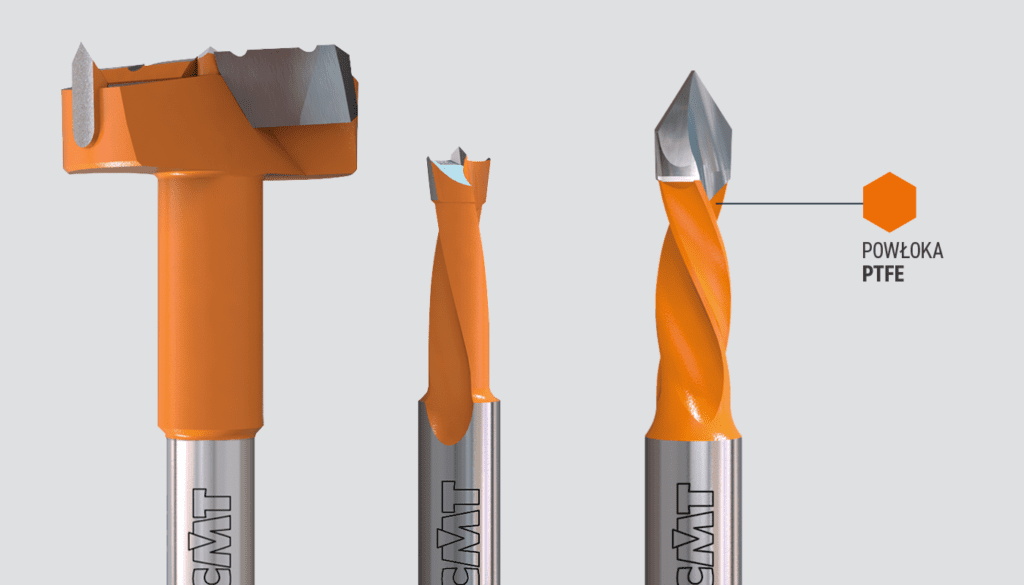
Wiertła z powłoką PTFE gwarantują zmniejszone nagrzewanie się narzędzia oraz precyzyjnie wykonane otwory w drewnie i materiałach drewnopochodnych. Sprawdź, co warto o nich wiedzieć! Bardzo istotnym elementem w procesach wiercenia w drewnie lub…

Nesting to technologia, która polega na szybkim rozkroju materiału przy użyciu narzędzi frezarskich na jednej maszynie CNC. Jak dobrać odpowiednie frezy do nestingu i czym wyróżnia się seria DTM od ITA TOOLS?…

Głównymi typami uchwytów, które dzisiaj można spotkać w przemyśle meblarskim i stolarskim są stożki ISO30 lub typ HSK63F. Sprawdź, co warto wiedzieć na ich temat. Producenci stosują je w zależności od wrzeciona, które…